Demand for new pipelines is expected to remain robust.
In recent years, unprecedented oil and gas production growth across the US has generated enormous opportunities for the energy industry and the broader economy. However, the tidal wave of supply has outstripped existing transportation capacity and created a pressing need for the build-out of new pipelines to deliver hydrocarbons to refineries and other destination markets cost-effectively.
While the recent collapse in oil prices, and associated drop in production because of market oversupply, have temporarily alleviated pressure on midstream infrastructure in certain regions, demand for new pipelines is expected to remain robust over the coming decade. The industry now faces the difficult challenge of quickly bringing new transmission capacity online and upgrading legacy infrastructure in a safe, sustainable, and economical manner.
This puts pipeline operators under increasing pressure to improve the utilization, reduce operational costs, and minimize emissions associated with both new and existing transmission and distribution assets. The design of pipeline compression stations and selection of turbomachinery within the station play an integral role in meeting these demands.
In this article, the authors explore emerging trends and technological innovations (for gas turbine-driven compressor packages) which are enabling midstream operators to improve pipeline project execution and operational performance.
One trend being observed in recent years is the implementation of compressor trains driven by larger power blocks that enables midstream operators to reduce costs and optimize lifecycle performance of their pipeline compression stations:
Power. Pipeline projects are moving away from many close-spaced stations powered by power blocks in the sub-10,000-hp unit range to fewer stations in the 50,000-hp range.
Cost. Fewer large-size units translate into lower $ per hp equipment, installation and land acquisition costs plus lower annual operation and maintenance expenses.
Efficiency. Greater operational flexibility, high efficiencies and low emissions of today’s gas turbines, even at part- load output, improves performance and reduces fuel consumption.
Many legacy stations in operation today were designed with a high number of compression trains powered by sub-10,000 horsepower (hp) gas turbines (GTs) or integral engine compressor packages. At the time of their commissioning, these setups were economical and offered end-users several operational advantages, including excellent turndown capabilities with no recycling; high availability when running at partial loads; and high efficiency by shutting down gas turbines as needed and allowing remaining units to operate at higher output.
However, as gas turbine technology has advanced and pipeline compression project requirements have evolved, many operators have evaluated the use of larger mechanical drivers, with power output of up to 55,000 hp. These larger packages provide numerous advantages that make them well-suited for today’s midstream environment, including:
Lower installed cost and reduced project risk – one significant benefit of using large gas turbines to drive pipeline compression trains is that fewer units must meet project horsepower requirements.
Consider a hypothetical gas pipeline with these characteristics:
- Maximum allowable operating pressure (MAOP): 1,750 psig
- Flow rate: 2,000 million cubic feet per day
- Length: 491 miles
- Pipeline diameter: 42 inches (roughness: 0.00005)
- Number of supply inlets/delivery outlets: 1 (850 psig)/1 (1400 psig)
- Gas: $5 per million Btu (USD)
- Operating life: 30 years
To meet flow requirements through this section of pipeline would require 9×30,000 hp ISO trains installed across four separate compressor stations (three trains in the first station and two in each of the three remaining stations). The same power capacity could be achieved using just 5×55,000 hp ISO trains, also allocated among four stations (two trains in the first station and one each in the three remaining stations).
Net present value (NPV) analyses show this reduction in the number of gas turbine units would return nearly $50 million in capital savings. There would also be a corresponding reduction in project execution risk.
Lower maintenance costs and higher availability – fewer units also translates into reduced operation and maintenance (O&M) costs. Again, using the hypothetical pipeline above to compare the net present value of the 9×30,000 hp vs. the 5x 55,000 hp trains, we see that the larger power block configuration results in an O&M cost reduction of approximately 20%.
High efficiency and flexibility Lack of operational flexibility has long been cited as the primary concern with large power blocks in pipleline compression stations. No longer the case, as modern gas turbines can maintain their high efficiencies even at partial load.
In the above example, it is estimated that the 5×55,000 hp configuration consumes 4.3 million std. cu.ft. per day (SCFD) less fuel than the 9×30,000 hp design choice – delivering over $40 million in savings over the life of the pipeline.
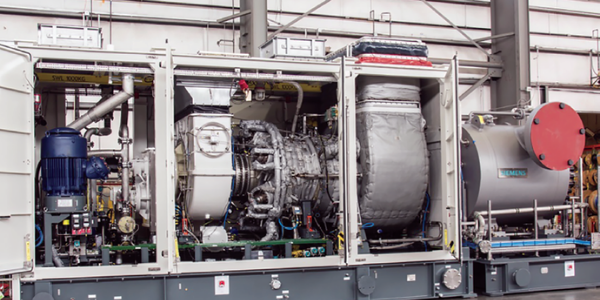
Numerous pipelines across the Americas now feature compression stations that utilize large power blocks. One project with which Siemens was involved is Fermaca Enterprise’s 262-mile connection between El Encino and La Laguna in Mexico. The link transports natural gas from Waha, Texas, to power plants owned by the Mexican energy provider, Comisión Federal de Electricidad de Mexico. A compressor station in El Encino uses three turbo compressor trains with an installed rated power output totaling 155,000 hp and an extraction capacity of 1.2 billion SCFD. Each of the three compressors is driven by a Siemens SGT-750 industrial gas turbine.
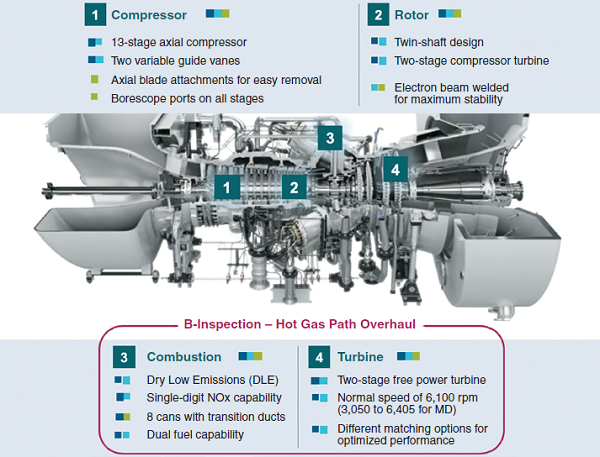
This project marked the first instance worldwide in which an SGT- 750 was a mechanical driver. The design features a 13-stage compressor with a pressure ratio of 24:1 and offers mechanical efficiency of greater than 40%. Two-stage power turbine has a nominal rotational speed of 6,100 rpm (maximum rotating speed of 6,505 rpm and minimum speed of 3,050 rpm). Operationally, the SGT-750 delivers a high starting torque and compressor speeds from 50–105%. The unit is designed for 17 maintenance days in 17 years of service, resulting in 99% availability.
Other gas turbine innovations
Besides larger, more flexible, and more efficient gas turbines, many other technological innovations and project execution strategies have made their way into the toolbox of those tasked with designing, constructing, and operating pipeline compression stations. These advancements afforded new capabilities that allow midstream operators to effectively respond to market drivers, particularly when it comes to lifecycle cost reductions and de-carbonization.
One practice that a growing number of pipeline operators are leveraging is the use of gas turbines with dry low-emission (DLE) combustion technology. Over the past decade, advancements in metallurgy and design have led to substantial improvements in the reliability and performance of DLE combustion systems. Gas turbines are achieving single-digit parts per million (ppm) NOx emission levels, even when loads drop below 40% power output. The Siemens SGT-400 industrial gas turbine (15,000-20,000 hp), for example, can keep emissions output in compliance with regulations at loads as low as 30%. This is also the case with the mentioned SGT-750 gas turbine regarding local emissions requirements. Similarly, the SGT-750 model can guarantee emissions as low as 9 ppm NOx down to 20% load.
Fuel flexibility of DLE-equipped gas turbines has also substantially improved. Many models can now efficiently burn natural gas and other fuels on request, including hydrogen, which is being considered on future pipeline projects.
Package integration
Package integration, along with design enhancements of gas turbine-driven compression trains, is also becoming more commonplace as operators look to reduce installation cost and project risk. As an example, the SGT-400 compressor package integrates the gas turbine, compressor, fluid systems, coupling, and controls onto one integrated solution, all pre-wired, which can be run-tested as a complete unit before shipment from its US-based fabrication site. Shop testing reduces the time and costs associated with installation and commissioning at the end-user site. The integrated package design has targeted three weeks of installation and erection time, plus four weeks for commissioning, which is approximately 30% faster than might be expected using a traditional installation and commissioning approach.
Earlier this year, Midcoast Energy awarded Siemens Gas and Power a contract to supply two SGT-400 gas turbine compression packages for a 150-mile “CJ Express” natural gas pipeline project in east Texas. The two pipeline compression trains will produce 39,000 horsepower for capacity expansion at an existing compression station. The SGT-400 gas turbine will be packaged at the Siemens Telge Road facility in Houston, Texas, while the compressors (RFBB20) will be built at the company’s facility in Olean, New York. The first gas turbine compression trains will be shipped later this year for arrival onsite as integrated turnkey packages.
Five additional compressor trains driven by SGT-400 gas turbines went into operation last year in Mexico that will provide compression power for a 900+ mile pipeline that will transport natural gas from northern Mexico to the center of the country.
For most mechanical drive applications, the SGT-400 and SGT-750 enclosures are positively pressurized, and the gas compressor is matched to the power turbine speed. When the units are used in pipeline applications, the gas turbines can typically be directly coupled to the compressor without a speed-reducing gearbox.
Digitalization
As is the case across the upstream oil and gas sector, an increasing number of pipeline operators are leveraging advanced digital technologies to enhance the lifecycle performance of their gas turbine-driven compression trains.
Remote Diagnostic Services (RDS), for example, offer compression package end-users the ability to monitor equipment performance against a range of key performance indicators (KPIs) and flag variances before disruptive forced outages can occur. This provides operators with actionable intelligence that allows them to employ condition-based maintenance (CBM) programs and make informed decisions about how turbomachinery can be operated optimally.
And gas turbine and compressor end-users are benefiting from original equipment manufacturers’ (OEM) advanced digital technology that has led to use of additive manufacturing (AM) of complex parts. AM proved particularly well-suited for the fabrication of gas turbine combustion system and hot gas path components containing complex small internal passages. Traditional manufacturing methods typically involve fabricating these components by brazing multiple parts together. With AM, intricate 3D parts can be precisely manufactured as a single piece, which reduces the risk of failure at brazed joint locations. Serial production of select gas turbine and compressor components has been achieved using AM technology. The many benefits of this production method cascade down to pipeline operators, including a reduction in the lead time for critical spare parts (i.e., spare parts on-demand).
Extended Overhauls
With advanced algorithms, better understanding of material chemistry, and remote diagnostics, gas turbine OEMs can now offer extended overhaul intervals. This is especially useful in mechanical drive applications, where load fluctuation is common.
Although gas turbines are typically sized for the highest compressor load on the hottest day, they often run at part-load power output. By understanding the actual load profile, site conditions, and other operating factors, Siemens can offer extended overhauls on nearly all gas turbines in its portfolio. Customers with an existing installed base can also take advantage of this capability, reducing the lifecycle cost of their fleet. Recently, at a customer’s request, Siemens extended an overhaul interval of its SGT-750 model to 36,000 hours from 34,000 hours to allow alignment with other planned on-site maintenance activities. This extension was made possible by a built-in system functionality, which calculates Equivalent Operating Hours (EOH) and Equivalent Operating Cycles (EOC). Upon inspection, all hot gas path components were found to meet their design criteria.
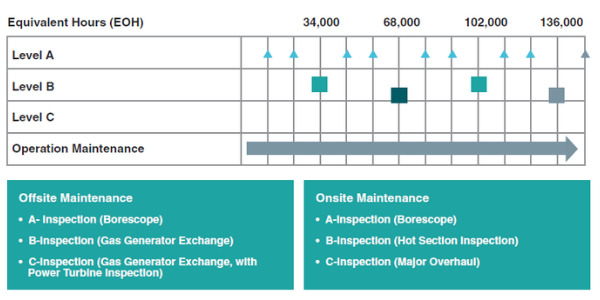
Scheduling regular maintenance based on EOH or EOC (whichever comes first), as opposed to the actual number of operating hours, considers the equipment’s actual operating profile, and better assesses the gas turbine’s condition. But maintenance intervals based solely on operating hours are typically specified under the assumption that the gas turbine will always be run at full load and in the same environmental conditions. However, this is rarely (if ever) the case in pipeline applications. EOH and EOC interval calculations are based on extensive testing of units in the manufacturing facility and considering critical variables, including load, fuel composition, temperature, number of starts, stops, and emergency shutdowns.
Pipeline Compression: looking ahead
Aging assets, growing costs, increasing environmental pressures, market volatility – the challenges pipeline operators are facing are unprecedented. Addressing these issues and avoiding future bottlenecks will require the industry to re-evaluate how they design, construct, and operate their pumping and pipeline compression assets.
As this article outlines, gas turbine technology has dramatically advanced in recent years, and there is a compelling case to be made for larger mechanical drivers that utilize the full range of innovations, including DLE combustion systems, remote monitoring, and additive manufacturing (to name a few). Sole-source provisioning, package integration, and full factory testing can also be leveraged to reduce both cost and risk, and ensure predictable returns on these enormous capital investments.
Ultimately, however, every pipeline and compressor station is unique. Geography, climate, compression requirements, available workforce, and operator-specific objectives will all impact the decision of what type of turbomachinery configuration to employ. Pipeline operators should always engage early with gas turbine OEMs, ideally in the pre-Front End Engineering Design (FEED) stage as this has been shown to shorten engineering and procurement cycle times by as much as 18 weeks.
*Scott Tackett is Director, Pipeline Compression for The Americas, Siemens Energy. Gautam Chhibber is Proposals Manager, Siemens Energy.
Keep reading on other advances in efficiency, and cost savings:
Calculating effective power ratings and plant efficiency from published ISO base load data
Coal to gas conversions, profitably
IPP combined cycle project rates at more than 1 GW and over 63% net efficiency